Koliko je energetski učinkovit a CNC električni servo stroj za valjanje ploča s četiri valjka u usporedbi s punim hidrauličkim sustavom?
A CNC električni servo stroj za valjanje ploča s četiri valjka općenito je energetski učinkovitiji od potpuno hidrauličkog sustava zbog sljedećih ključnih čimbenika:
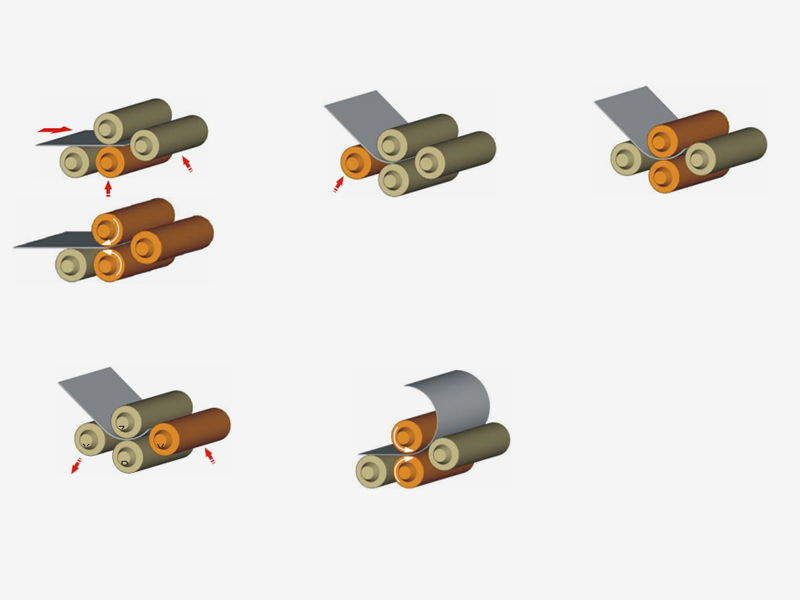
Kontrola preciznosti
Sustavi pokretani servo motorima pružaju vrlo preciznu kontrolu momenta i kretanja. Za razliku od tradicionalnih hidrauličkih sustava koji često rade kontinuirano, servo sustav koristi energiju samo kada je aktivan, značajno smanjujući potrošnju energije u mirovanju.
Hidraulički sustavi obično rade pri konstantnoj brzini i tlaku, čak i kada nije potrebna puna snaga, što dovodi do rasipanja energije. Nasuprot tome, servo motor može dinamički prilagoditi brzinu i izlaznu snagu, trošeći energiju samo koliko je potrebno za određene operacije.
Smanjeno stvaranje topline
Servo sustavi stvaraju manje topline jer se ne oslanjaju na hidrauličku tekućinu pod stalnim pritiskom. Manje topline znači manje energije koja se troši na hlađenje i održavanje učinkovitosti sustava. Uz to, niže stvaranje topline znači poboljšanu dugovječnost komponenti i smanjeno trošenje.
Hidraulički sustavi, s druge strane, stvaraju značajnu toplinu zbog kompresije tekućine i trenja, zahtijevajući dodatnu energiju za rashladne sustave.
Mogućnosti povrata energije
Električni servo motori često imaju sustave za povrat energije, osobito tijekom faza usporavanja ili kočenja. To znači da se energija koja bi inače bila izgubljena ponovno prikuplja i ponovno koristi, pridonoseći ukupnoj učinkovitosti.
U hidrauličkim sustavima, obnavljanje energije je mnogo rjeđe, budući da hidrauličke tekućine ne dopuštaju jednostavno ponovno hvatanje energije.
Tiši i učinkovitiji način mirovanja
Kada je stroj u stanju mirovanja, servo pogonjeni sustavi mogu ući u načine rada niske potrošnje ili se potpuno isključiti, trošeći minimalnu energiju. Ovi sustavi su izuzetno tihi, doprinose i uštedi energije i ugodnijem radnom okruženju.
Hidraulički sustavi teže održavanju konstantnog tlaka čak i kada miruju, što zahtijeva kontinuiranu snagu za održavanje tog stanja, što dovodi do veće potrošnje energije tijekom zastoja.
Dugoročna ušteda energije
Tijekom vremena, servo sustav osigurava kumulativnu uštedu energije, posebno za operacije koje zahtijevaju česte start-stop pokrete, promjenjive brzine ili visoko precizan rad. Sustav dinamički prilagođava zahtjeve za napajanjem, sprječavajući nepotrebnu potrošnju energije.
Hidraulički strojevi, iako su često jednostavniji i robusniji u nekim teškim primjenama, ne nude isto fino podešeno upravljanje energijom, što dovodi do viših operativnih troškova tijekom duljih razdoblja.
CNC električni servo stroj za valjanje ploča s četiri valjka može biti 20-50% energetski učinkovitiji u usporedbi s punim hidrauličkim sustavom, ovisno o primjeni i radnim uvjetima. Ova razlika prvenstveno je posljedica sposobnosti servo sustava da dinamički prilagodi snagu, smanji potrošnju energije u mirovanju, smanji proizvodnju topline i povrati energiju.
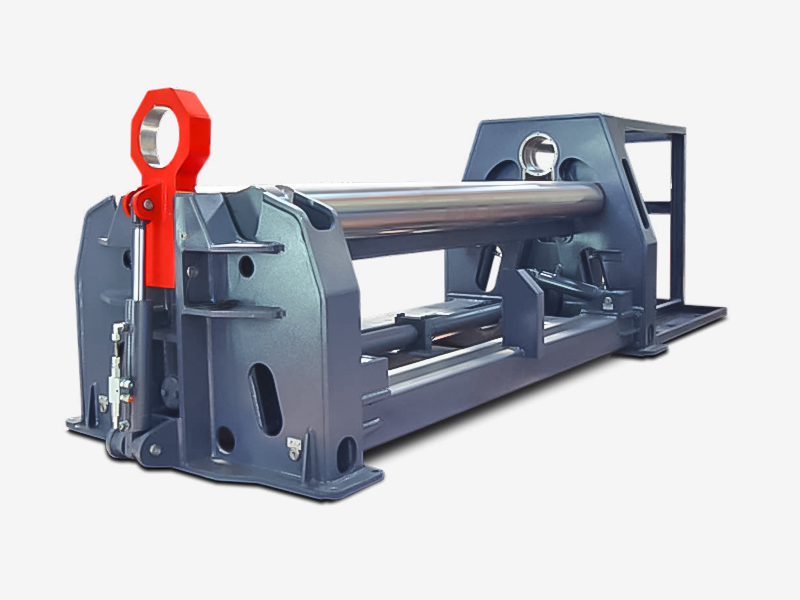
 Nova generacija uljno-električne hibridne tehnologije, ušteda energije i smanjenje emisija, visoka učinkovitost i niska toplina te znatno smanjena radna buka;
Nova generacija uljno-električne hibridne tehnologije, ušteda energije i smanjenje emisija, visoka učinkovitost i niska toplina te znatno smanjena radna buka;