Što je preciznost i točnost CNC 4 valjka Stroj za valjanje ploča tijekom procesa valjanja?
Preciznost i točnost a CNC stroj za valjanje ploča s 4 valjka tijekom procesa valjanja su među njegovim najkritičnijim pokazateljima performansi, a mogu varirati ovisno o nekoliko čimbenika, uključujući dizajn stroja, kvalitetu komponenti i kontrolni sustav na mjestu. Evo pregleda onoga što možete očekivati u pogledu preciznosti i točnosti:
Uske tolerancije:
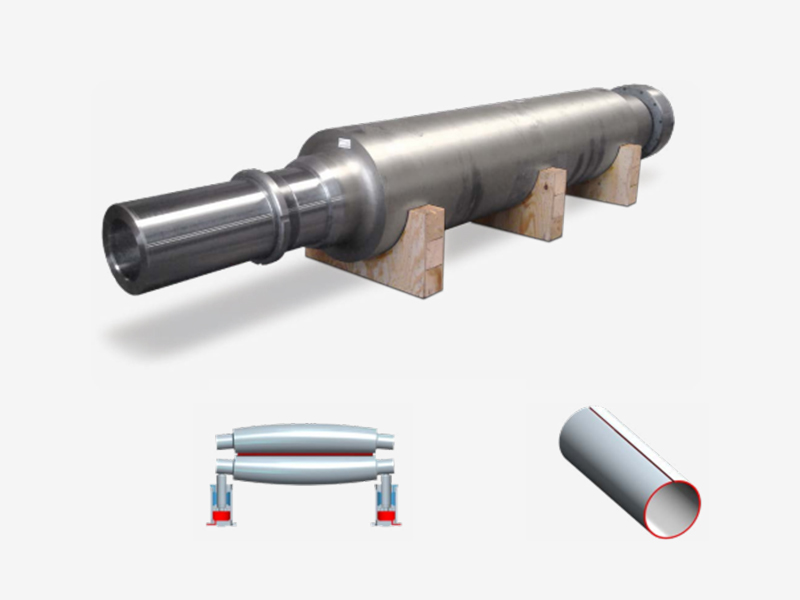
Dimenzionalna točnost: CNC strojevi s 4 valjka mogu postići uske tolerancije, obično u rasponu od ±0,1 do ±0,5 mm, ovisno o materijalu, debljini i složenosti valjanog proizvoda. Za visokoprecizne primjene, ova razina točnosti osigurava da konačni proizvod zadovoljava specifikacije dizajna.
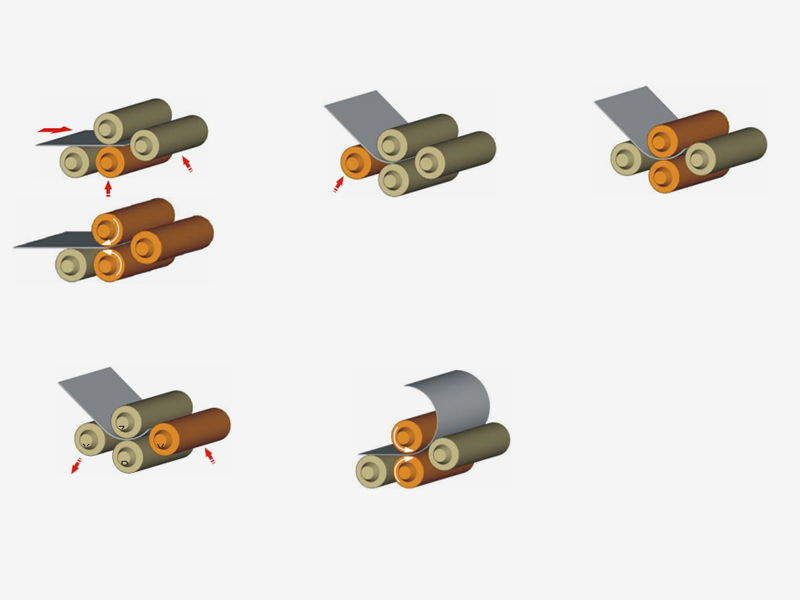
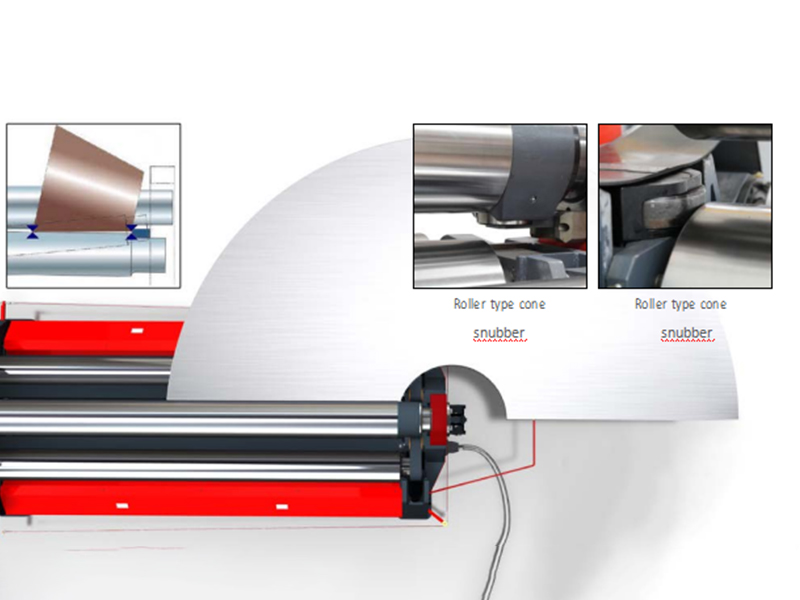
Preciznost prethodnog savijanja: Jedna od ključnih prednosti sustava s 4 valjka je njegova sposobnost prethodnog savijanja ploče s većom preciznošću od strojeva s 3 valjka. Prethodno savijanje se izvodi tako da se ravni rub ploče svede na najmanju moguću mjeru, poboljšavajući ukupnu točnost savijanja.
Dosljedan radijus kotrljanja:
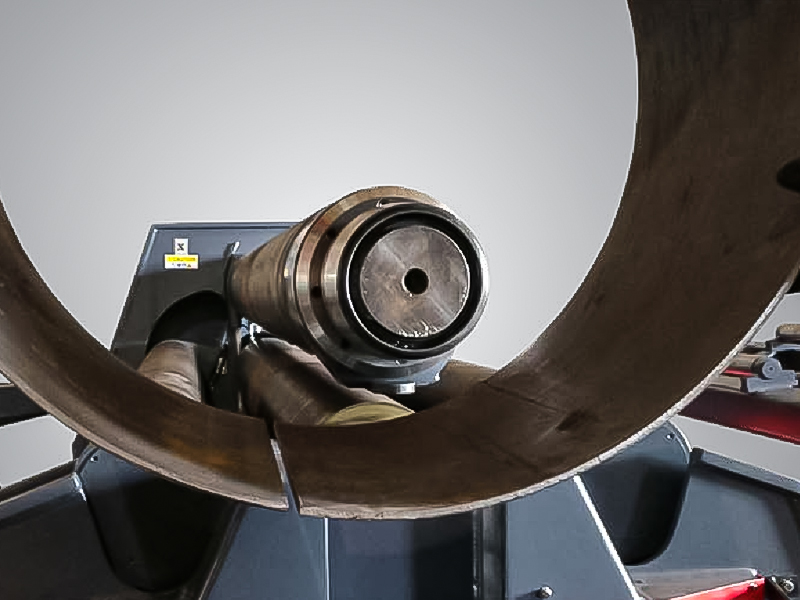
Ponovljivost: CNC sustavi kontroliraju proces valjanja s visokom preciznošću, osiguravajući da radijus valjanja ostane dosljedan tijekom cijelog procesa. Za primjene poput cilindara velikog promjera, stroj može valjati ploče s dosljednim radijusom čak i preko dužih ili debljih materijala.
Točnost u cilindričnosti: Konfiguracija s 4 valjka omogućuje veću kontrolu nad pločom tijekom procesa valjanja, poboljšavajući ujednačenost konačnog oblika, posebno u smislu zaobljenosti i glatkoće cilindra.
Precizna kontrola deformacije materijala:
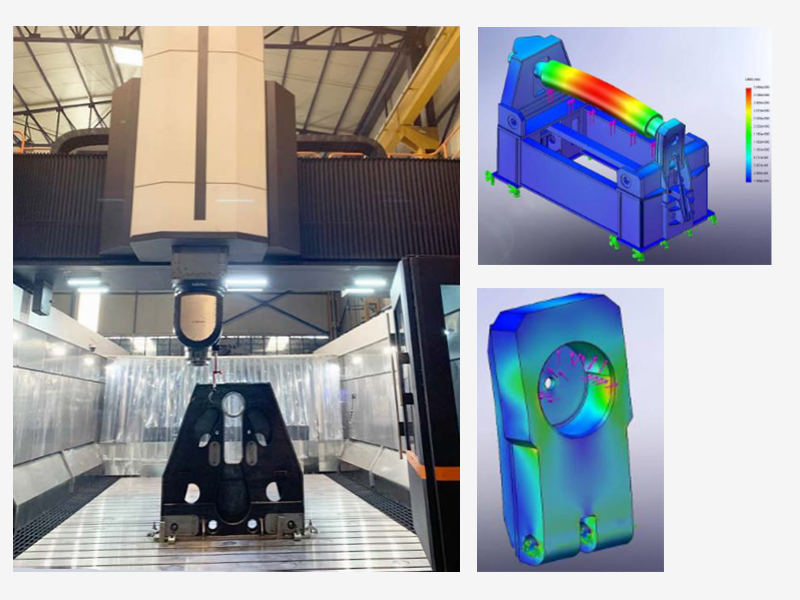
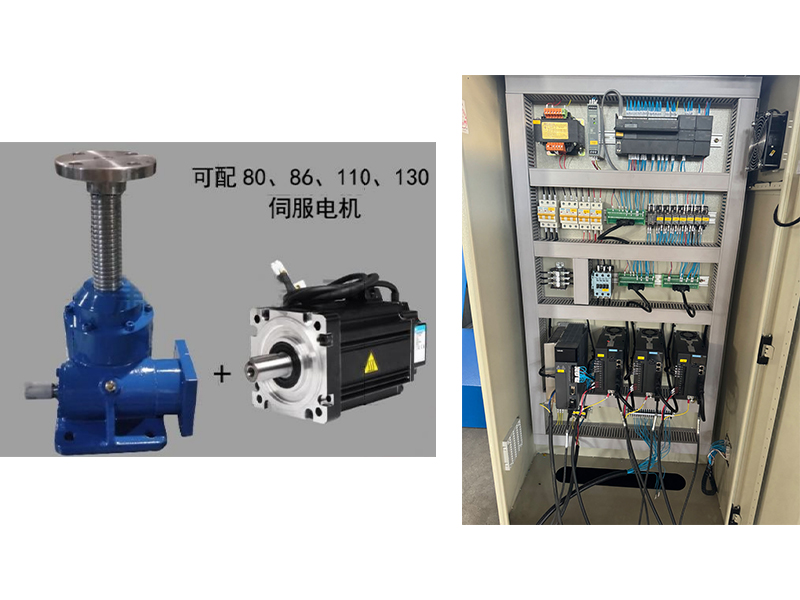
Valjci sa servo pogonom: Mnogi CNC strojevi s 4 valjka koriste valjke sa servo pogonom za kontrolu položaja ploče s velikom preciznošću, omogućujući precizna podešavanja tijekom procesa valjanja. CNC sustav automatski prilagođava parametre poput pritiska, brzine i položaja, osiguravajući dosljednu deformaciju preko ploče.
Povratne informacije u stvarnom vremenu: Ovi su strojevi obično opremljeni sustavima za praćenje i povratne informacije u stvarnom vremenu, što omogućuje dinamičke prilagodbe tijekom procesa valjanja. Time se smanjuju mogućnosti pogreške i osiguravaju visoko precizni rezultati.
Kvaliteta rubova i dosljednost savijanja:
Poravnavanje rubova: Budući da CNC sustav kontrolira položaj i kretanje ploče, kvaliteta ruba je poboljšana. Ploče su precizno poravnate, osiguravajući ravne i točne rubove tijekom procesa valjanja.
Prethodno savijanje i stezanje: točka stezanja u stroju s 4 valjka obično pada točno na rub ploče, osiguravajući minimalne ravne rubne dijelove nakon savijanja i poboljšavajući ukupnu konzistentnost savijanja.
Točnost specifična za materijal:
Točnost može malo varirati ovisno o vrsti materijala koji se obrađuje (npr. aluminij, čelik, titan). Mekše materijale može biti lakše precizno valjati, dok tvrđi materijali mogu zahtijevati dodatno fino podešavanje parametara.
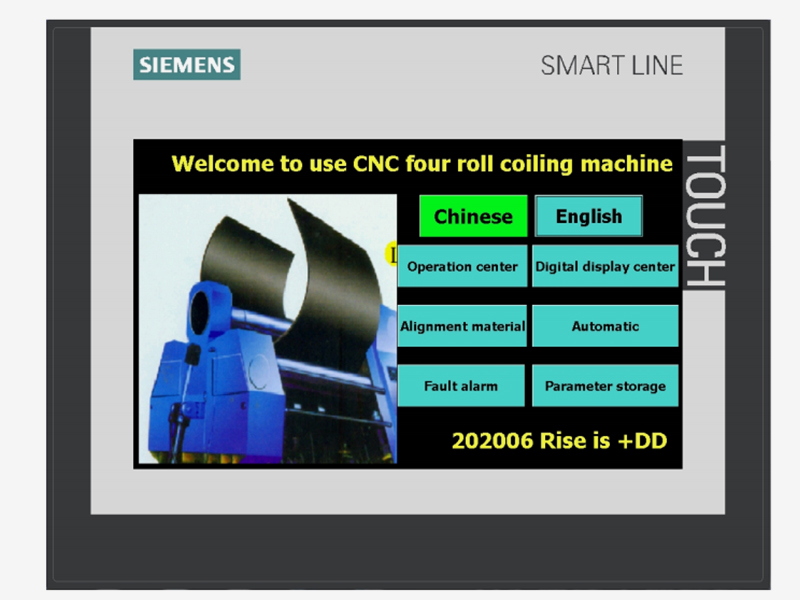
Preciznost CNC kontrole:
Digitalna preciznost: S modernim CNC sustavima, preciznost u kontroli procesa valjanja je izuzetno visoka, često sposobna postići točnost ispod milimetra. CNC softver osigurava da su svi pokreti i sekvence kotrljanja pažljivo kontrolirani, optimizirajući točnost savijanja i kotrljanja na temelju programiranih specifikacija.
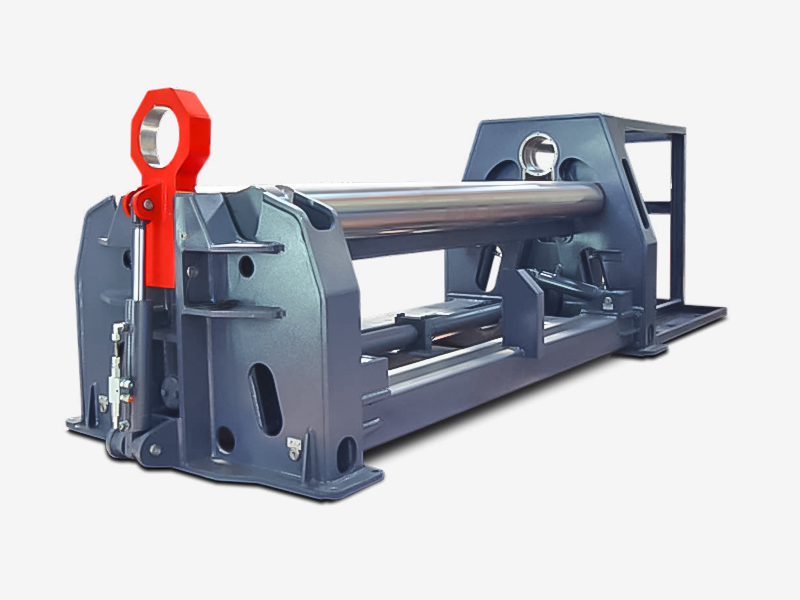
The CNC stroj za valjanje ploča s 4 valjka vrlo je precizan i točan, posebno u primjenama koje zahtijevaju niske tolerancije, dosljedne radijuse i minimalne ravne rubove. Nadmašuje tradicionalne sustave s 3 valjka nudeći superiorne mogućnosti prethodnog savijanja i automatizirane prilagodbe u stvarnom vremenu, osiguravajući visoku ponovljivost i preciznost u procesu valjanja.
 Nova generacija uljno-električne hibridne tehnologije, ušteda energije i smanjenje emisija, visoka učinkovitost i niska toplina te znatno smanjena radna buka;
Nova generacija uljno-električne hibridne tehnologije, ušteda energije i smanjenje emisija, visoka učinkovitost i niska toplina te znatno smanjena radna buka;