Koje su tipične primjene Hidraulički stroj za valjanje ploča s 3 valjka u industrijama kao što su brodogradnja, zrakoplovstvo ili čelične konstrukcije?
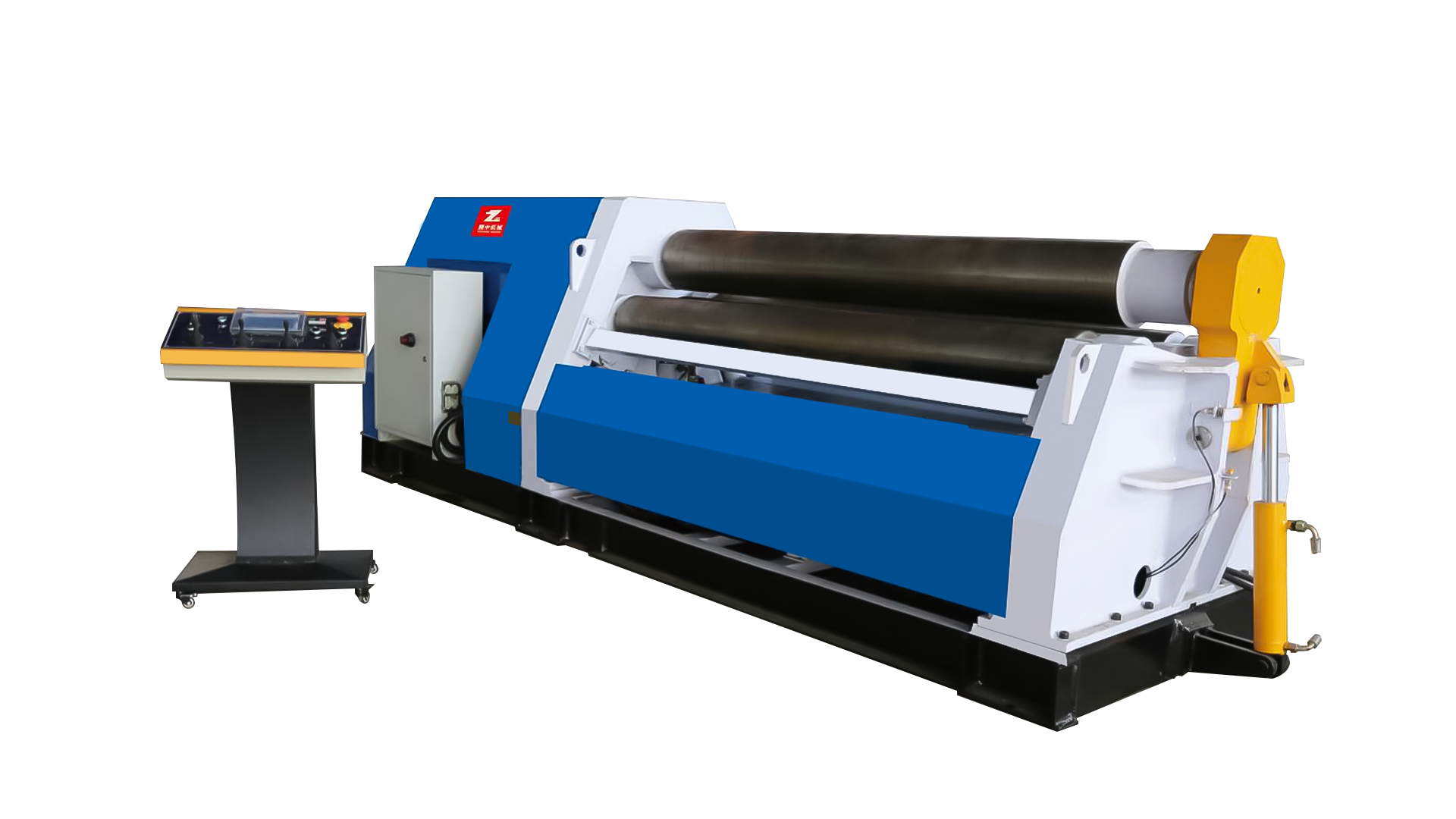
Hidraulički stroj za valjanje ploča s 3 valjka naširoko se koristi u raznim industrijama zbog svoje učinkovitosti i preciznosti u savijanju i valjanju metalnih ploča. Ovdje su neke tipične primjene u ključnim industrijama poput brodogradnje, zrakoplovstva i čeličnih konstrukcija:
Brodogradnja
Konstrukcija trupa: Stroj se koristi za valjanje velikih čeličnih ploča u cilindrične oblike za brodske trupove, osiguravajući strukturni integritet i optimalnu hidrodinamiku.
Palube i pregrade: ploče su savijene za konstrukciju paluba i pregrada, koje zahtijevaju preciznu zakrivljenost kako bi odgovarale dizajnu broda.
Konstrukcija spremnika: Strojevi za kotrljanje pomažu u stvaranju cilindričnih spremnika za skladištenje goriva, vode i drugih tekućina na brodovima.
Zrakoplovstvo
Trupi zrakoplova: Stroj za kotrljanje koristi se za oblikovanje dijelova trupa zrakoplova, koji zahtijevaju specifične zakrivljenosti za aerodinamičke performanse.
Strukture krila: Zakrivljene komponente za krila, kao što su vodeći i stražnji rubovi, mogu se proizvesti korištenjem hidrauličkog stroja za valjanje ploča s 3 valjka.
Zrakoplovne komponente: Ostali dijelovi, kao što su kućišta motora i strukturni okviri, imaju koristi od mogućnosti preciznog savijanja stroja.
Izgradnja čelične konstrukcije
Strukturalne grede i stupovi: Stroj valja ploče za stvaranje zakrivljenih greda i stupova koji se koriste u arhitektonskim projektima i strukturama, povećavajući estetsku privlačnost i strukturnu potporu.
Mostovi i nadvožnjaci: Valjanje ploča bitno je u izradi komponenti za mostove, uključujući lučne dijelove i druge zakrivljene strukturne elemente.
Industrijski okviri: Koristi se za izradu zakrivljenih okvira za razne industrijske primjene, uključujući potporu strojeva i građevinske okvire.
Proizvodnja i izrada
Spremnici za skladištenje: Stroj se koristi za valjanje ploča za izradu velikih spremnika za skladištenje koji se koriste u raznim industrijama, poput industrije nafte i plina, kemikalija i obrade vode.
Posude pod tlakom: Strojevi za valjanje ključni su u proizvodnji posuda pod tlakom koje zahtijevaju preciznu zakrivljenost kako bi izdržale visoke pritiske.
Cijevi i cijevi: Može se koristiti za valjanje ploča u cijevi velikog promjera za vodovodne, industrijske i poljoprivredne primjene.
Dekorativne i arhitektonske primjene
Arhitektonske značajke: Stroj može stvoriti zakrivljene elemente za zgrade, poput lukova, kupola i ukrasnih fasada.
Dizajn namještaja: U industriji namještaja koristi se za izradu zaobljenih metalnih komponenti za različite dizajne namještaja, povećavajući estetsku privlačnost.
Obnovljiva energija
Komponente vjetroturbina: Stroj se koristi za valjanje ploča za proizvodnju komponenti kao što su tornjevi i lopatice u vjetroturbinama.
Okviri solarnih panela: Strojevi za kotrljanje također se mogu koristiti za izradu zakrivljenih okvira za solarne panele, doprinoseći sektoru obnovljive energije.
Svestranost i preciznost Hidraulički stroj za valjanje ploča s 3 valjka čine ih nezamjenjivima u industrijama koje zahtijevaju precizno savijanje i oblikovanje metalnih ploča. Njihova primjena seže od konstrukcijskih komponenti za teške uvjete rada u brodogradnji i zrakoplovstvu do estetskih značajki u arhitekturi i obnovljivoj energiji, pokazujući njihovu ključnu ulogu u modernoj proizvodnji i građevinarstvu.
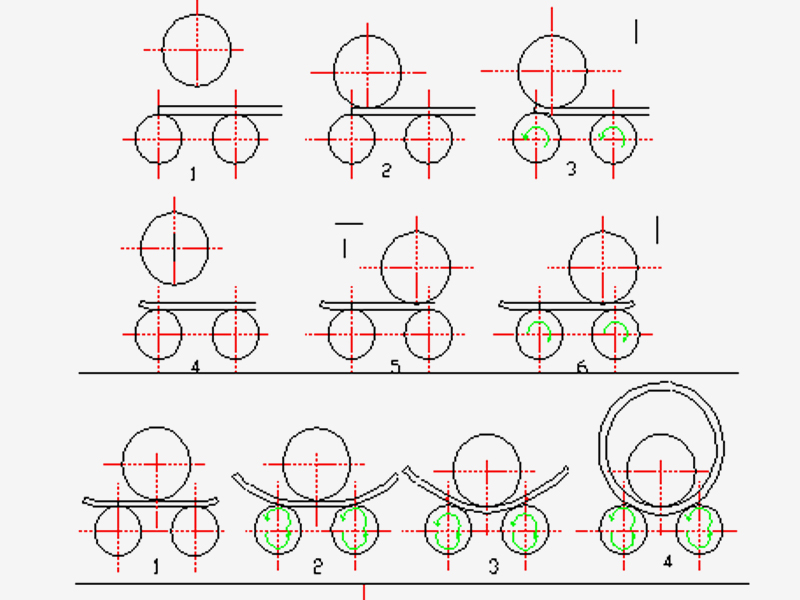
 1. Ova vrsta stroja za namotavanje ploča ima funkciju predsavijanja kraja ploče, a preostali ravni rub predsavijanja je manji od 2,5 puta debljine ploče.
1. Ova vrsta stroja za namotavanje ploča ima funkciju predsavijanja kraja ploče, a preostali ravni rub predsavijanja je manji od 2,5 puta debljine ploče.